
Инструмент абразивный. Виды лезвийных инструментов
К атегория:
Слесарно-инструментальные работы
Что такое абразивный инструмент
Уже давно появились инструменты, которые обрабатывают самые твердые материалы.
Обработка таких материалов (закаленная сталь, твердые сплавы) ведется особыми режущими инструментами, изготовленными из зерен минералов, близких по своей твердости предельно твердому веществу - алмазу. Их называют абразивными инструментами.
Абразивный инструмент получил название от иностранного слова, означающего «соскабливание». Соскабливающее или истирающее действие минералов известно с древнейших времен, а наиболее совершенный абразивный инструмент древности - точило из кварца или песчаника - дожил до наших дней и применяется для заточки инструментов из углеродистой инструментальной стали. «Соскабливание» абразивным инструментом по существу представляет; также процесс резания металлов.
Материалом для изготовления современного абразивного инструмента чаще всего служат самые твердые, полученные искусственным путем, минералы: электрокорунд, карбид кремния, карбид бора и некоторые минералы естественного происхождения - наждак, корунд и кварцевый песок. Как видно из рис. 1, твердость абразивных материалов намного превосходит твердость обрабатываемых деталей и значительно выше твердости таких материалов, как металлокерамические твердые сплавы. Наиболее твердым материалом является карбид бора.
Что же представляют собой абразивные материалы.
Наждак - материал, получаемый из особой горной породы, состоящей из смеси корунда и магнезита (железной руды). Для изготовления абразивных кругов и брусков наждак в последнее время почти не применяют.
Корунд - это окись алюминия. В чистом виде он встречается дко. Вязкость его обоих разновидностей (корунда сероватого и желтоватого цвета) незначительная и поэтому корундовые инструменты используются только для работ, при которых их зернам не приходится выдерживать больших усилий. Естественный корунд обозначают буквой Е.
Кварцевый песок, представляющий собой кристаллизованную кремневую кислоту, используется для изготовления ведущих кругов для бесцентрошлифовальных станков. Обозначается буквой П.
Важно отметить, что в настоящее время природные абразивные материалы почти вышли из употребления как материалы для изготовления шлифовальных кругов, уступив место более качественным искусственным материалам. К искусственным материалам относятся: электрокорунд, монокорунд, карбид кремния, карбид бора.
Электрокорунд, или искусственный корунд, представляет продукт
плавки глины в электрических печах и имеет три разновидности.
Нормальный эле к трок орун д, содержащий 86-91 % окиси алюминия и окрашенный в светлые и темнокоричневые тона. Его зерна, имеющие значительную вязкость, вполне пригодны для обработки твердых и прочных материалов: углеродистых сталей, закаленных и незакаленных и даже высоколегированных сталей. Электрокорунд условно обозначают буквой Э.
Белый и розовый эле-ктрокорунды были ранее известны под названием корракса. Они изготовляются из высококачественного сырья - глинозема, представляющего чистую окись алюминия. Такие материалы содержат 96-99% чистой окиси алюминия и служат для изготовления высококачественного абразивного инструмента, производящего чистовую обработку закаленной углеродистой инструментальной стали, низколегированной быстрорежущей стали и выполняющего резьбошлифование. Зерна белого электрокорунда обладают высокой твердостью, но несколько меньшей вязкостью по сравнению с зернами нормального электрокорунда и поэтому применяются для работы с меньшей глубиной шлифования (для отделочных работ) или для шлифования весьма твердых поверхностей (азотированной поверхности, поверхности сормайта и др.). Абразивный инструмент из белого электрокорунда маркируется буквами ЭБ.

Рис. 1. Твердость абразивных обрабатываемых материалов.
Монокорунд является новым абразивным материалом и содержит не менее 97% чистой окиси алюминия. По своей твердости, прочности и режущей способности превосходит электрокорунд нормальный и белый. Он является неплохим материалом для скоростного шлифования закаленных сталей. Условно маркируется буквой М.
Карбид кремния, или карборунд, представляет собой химическое соединение углерода и кремния. Существует две его разновидности: черный карбид кремния, окрашенный в черные или темно-синие тона, и зеленый (карборунд «экстра») - блестящий материал различных зеленых оттенков. Черный карбид кремния менее чист по химическому составу, чем зеленый, однако они оба незначительно отличаются друг от друга по их свойствам. Зерна этих абразивных материалов отличаются особенно острыми режущими кромками, высокой твердостью, но малой вязкостью и, следовательно, большой хрупкостью. По этой причине карбид кремния применяется для обработки материалов не высокой прочности (алюминия, меди, латуни, чугуна, бронзы). Хорошие результаты дает обработка инструментами из черного карбида кремния неметаллических материалов: мрамора, фарфора, фибры, резины, стекла. Зеленый же карбид кремния применяется, главным образом, при обработке металлокерамических твердых сплавов. Черный карбид кремния маркируется буквами КЧ, а зеленый КЗ.
Карбид бора - самый твердый из искусственных абразивных материалов. Его получают в электрических печах из борной кислоты и нефтяного кокса. Для изготовления абразивного инструмента карбид бора пока не используется и применяется только для доводки твердых сплавов.
Открытие способов производства искусственных абразивных материалов позволило создать современный абразивный инструмент, способный обрабатывать самые твердые инструментальные и машиностроительные материалы. Наибольшее распространение получил абразивный инструмент, изготовляемый в виде абразивных кругов и абразивных брусков.
Абразивный круг представляет собой пористое тело, состоящее из твердых зерен абразивных материалов, связанных друг с другом цементирующим веществом.
Еще и сейчас абразивный круг иногда называют «камнем». Это название сохранилось от тех далеких времен, когда для шлифования пользовались естественными горными породами, выделывая из них точила. Теперь же абразивный круг или брусок представляют собой совершенные, сложные и удивительные инструменты. Слесари издавна мечтали об инструменте, который не нужно было бы перетачивать, заправлять, чтобы он работал долгое время как новый. Мечта о таком инструменте казалась несбыточной.
Абразивный круг, как мы уже сказали, состоит из твердых абразивных зерен. Эти зерна служат резцами, при помощи которых снимается стружка с обрабатываемой поверхности металла. При этом абразивные зерна постепенно затупляются и в результате давление на них обрабатываемого металла все более возрастает. Когда эти усилия достигают предельной величины, абразивные зерна выкрашиваются, близлежащие участки связки разрушаются, и на поверхности круга появляются новые абразивные зерна. Данный процесс принято называть самозатачиванием круга.
Нарушение нормальных условий работы круга, как-то: несоответствие его твердости обрабатываемому материалу, неправильные режимы резания и т. д., приводят к ускоренному и неравномерному износу круга. Неравномерный износ круга обусловлен и неоднородностью структуры, т. е. неодинаковым расположением в нем абразивных зерен и связующего вещества, различием размеров абразивных зерен и их остротой, а также неодинаковой прочностью сцепления отдельных зерен со связующим веществом и т. д. В результате неравномерного износа на круге образуются местные впадины и выпуклости, и круг теряет правильную геометрическую форму. %
Следует отметить, что, даже несмотря на самозатачивание круга, часто происходит «затупление» круга, а при обработке вязких и мягких металлов и его засаливание. Поэтому для восстановления правильной геометрической формы круга и его. режущих способностей он нуждается в периодической правке.
Для правки кругов широко применяют алмаз. Однако применение алмаза экономически невыгодно и далеко не всегда необходимо с технологической точки зрения. Поэтому, где это возможно, правку кругов ведут алмазозаменителями. Нашей промышленностью для этой цели выпускаются абразивные (круги A3 и круги из карбида кремния) и твердосплавные алмазозаменители.
В обоих -случаях, как при правке круга алмазом, так и алмазозаменителями необходимы следующие условия. Абразивный круг должен быть тщательно сбалансирован, а шпиндель, на котором укреплен круг, не должен иметь люфта в подшипниках. Механизмы подачи должны действовать легко, без заеданий. Приспособление для правки должно быть жестко закреплено на станке и не иметь вибраций. Правку круга рекомендуется вести на оборотах круга, соответствующих рабочим.
Для грубой и предварительной правки шлифовальных кругов применяются стальные и чугунные алмазозаменители в виде звездочек, гофрированных дисков, фасонных роликов. Такие заменители может легко изготовить любой инструментальный цех. Практика показала, что при правке такими заменителями режущие свойства круга получаются выше, чем при правке кругами A3 и твердосплавными дисками.
Абразивный инструмент
изготовляется из абразивных материалов, предназначен для механической обработки металла, кожи, дерева, стекла, горных пород, пластмасс и др. Промышленными способами А. и. начали изготовлять во 2-й половине 19 в. (со времени появления шлифовальных станков). А. и. разделяют на 2 основных типа: жёсткие (шлифовальные круги, головки, сегменты и бруски, рис. 1
) и гибкие (шлифовальная шкурка и изделия из неё - ленты, диски и др.). Для изготовления А. и. применяют Электрокорунд (нормальный, белый, легированный присадками окиси хрома, монокорунд); карбид кремния (зелёный и чёрный); синтетические и природные алмазы. А. и. выпускаются на керамической, бакелитовой, вулканитовой и реже на силикатовой, глифталевой и магнезиальной связках, скрепляющих отдельные абразивные зёрна. За рубежом применяют также олеанитовую и шеллаковую связки. Номенклатура стандартных А. и. предусматривает около 750 типоразмеров, а всего насчитывается около 12 000 разновидностей. Шлифовальные круги из электрокорунда и карбида кремния изготавливают диаметром от 3 до 1100 мм
и толщиной 0,5-200 мм
с диаметром посадочных отверстий от 1 до 305 мм;
из алмазных зёрен (на бакелитовых, металлических и керамических связках) - диаметром от 6 до 300 мм
с толщиной рабочего кольца 1,5-5 мм
и шириной от 3 до 20 мм.
Важный показатель А. и. - концентрация алмазов (содержание алмазного зерна в 1 мм 3
алмазоносного слоя; при 100% концентрации в 1 мм 3
содержится 0,878 мг
алмазных зёрен). Концентрация алмазов в кругах в алмазном слое от 25 до 200%. Шлифовальная шкурка и изделия из неё выпускаются на основаниях из ткани и бумаги, с режущими зёрнами из электрокорунда, карбида кремния, стекла и кремния. Шкурка применяется для ручных и механизированных шлифовальных работ, в частности - для ленточного шлифования. В зависимости от требуемой прочности шкурка изготовляется на основаниях из бязи, саржи, полудвунитки или бумаги. Наибольшее сопротивление разрыву у шкурки на сарже. От других видов режущих инструментов А. и. отличаются большим количеством беспорядочно расположенных зёрен - резцов с порами между ними, а также формой и прерывистостью режущих кромок. Стружка, снимаемая ими, как правило, небольшой длины. А. и. можно обрабатывать детали из материалов любой твёрдости, работать со скоростью резания, превосходящей применяемые при других процессах резания, снимать с обрабатываемой детали слой металла как тончайший, так и значительного размера (доли мкм
и миллиметры). В процессе шлифования абразивные зёрна по мере их затупления скалываются и выкрашиваются, обнажая лежащий под ними слой незатупившихся зёрен. Это свойство А. и. называют способностью к самозатачиванию. Чем интенсивнее происходит скалывание и выкрашивание, тем полнее самозатачивание А. и. При частичном самозатачивании А. и. режущая способность его восстанавливается не полностью. Для полного её восстановления А. и. подвергают правке удалением поверхностного слоя зёрен. При этом одновременно выправляется форма инструмента. Правку А. и. осуществляют алмазами в оправах, алмазными карандашами, алмазными роликами и различными заменителями алмазов: твердосплавными и стальными роликами, шарошками, шлифовальными кругами высокой твёрдости, абразивными брусками и пр. Абразивная способность А. и. тем выше, чем больше стойкость его между правками, а срок службы тем больше, чем меньший слой абразива снимается при каждой правке. Технология производства А. и. в значительной степени определяет их рабочие свойства: однородность состава, твёрдость, износостойость и точность размеров и др. Для обеспечения стабильности указанных свойств технологическим процессом задаются вид и количество связки, объём и количество шлифовальной массы, давление и метод прессования, количество клеящего вещества, добавляемого в связку для улучшения формуемости массы, температура и время термической обработки. Производство А. и. состоит из следующих основных операций: приготовление связки, смешение абразивной массы, формование, термическая обработка, механическая отделка, испытания на прочность и твёрдость. Керамические связки приготовляют из тонкоизмельчённых огнеупорных глин различных композиций, плавней (тальк, калиевый полевой шпат и т. п.), перлита, кварца. Связки смешивают в смесительных машинах (рис. 2
) с абразивными зёрнами и клеящим веществом (декстрином или жидким стеклом) и протирают через вибрационное сито или рыхлительную машину. Подготовленную таким образом массу прессуют в гидравлических прессах (рис. 3
). Из сушильных камер заготовки поступают в тоннельные обжигательные печи, где их постепенно нагревают до температуры 1240-1320°C и затем медленно охлаждают. А. и. на бакелитовой связке проходят бакелитизацию при t
180°C. Температурный режим и время термической обработки А. и. определяют их прочность на разрыв, изгиб, сжатие и удар и соответственно их эксплуатационные свойства. После обжига А. и. проходят механическую отделку - им придают требуемые размеры и уравновешивают. А. и. испытывают на разрывную прочность при нагрузке, превышающей рабочую на 50%, а после определения твёрдости маркируют. Изготовление А. и. на вулканитовой связке отличается тем, что смешение массы выполняют на смесительных вальцах, а требуемая толщина заготовок достигается прокаткой на вальцах.
Абразивные и алмазные инструменты широко применяют в машиностроении и приборостроении для шлифования, притирки, полирования деталей, а также для шлифования, заточки и доводки режущих и других инструментов с целью достижения высокой производительности, точности и низкой шероховатости обработки. В настоящее время парк станков, применяемых для абразивной и алмазной обработки, составляет 20 % общего числа металлорежущего оборудования. В подшипниковой промышленности удельный вес таких станков достигает 60 %. Потребность в шлифовальных, заточных и доводочных инструментах очень велика.
Абразивным инструментом называется тело определенной геометрической формы, состоящее (или содержащее рабочий слой)изабразивных зерен, скрепленных между собой связкой. К абразивным инструментам относятся шлифовальные круги, шлифовальные головки, бруски, сегменты, абразивные ленты. Кроме того, при обработке. деталей машин и приборов находят достаточное применение абразивные материалы, зерна которых не закреплены жестко между собой. Это абразивные пасты, которые могут быть жидкие, мазеобразные, твердые, а также гидроабразивные суспензии.
Из всех перечисленных абразивных инструментов наибольшее распространение имеют шлифовальные круги. Они представляют собой тела вращения, имеющие различные размеры и профили в осевом сечении, которых по ГОСТ 2424 - 75 насчитывают 17 видов. На рис.59 показаны основные виды шлифовальных кругов. В зависимости от формы и назначения они бывают плоские прямого профиля (ПП), плоские с цилиндрическими и коническими выточками (ПВ, ПВД, ПВК, ПВКД), плоские с двух- и односторонним коническим профилем (2П, ЗП, 4П), диски (Д), кольца (1К, 2К), чашки цилиндрические (ЧЦ) и конические (ЧК), тарели с различным углом профиля (IT, 2T, ЗТ) и круги специального назначения, например (С) – для шлифования калибровых скоб, (И) - для заточки иголок, (Кс) – для заточки ножей косилок и т. д.
Круги ПП и ПВ применяют для круглого наружного, внутреннего бесцентрового и плоского шлифования. Цилиндрические выточки с одной или с двух сторон делают тогда, когда зажимные фланцы могут помешать подводить круг к зоне шлифования. Конические выточки у плоских кругов ПВК и ПВКД служат для уменьшения площади контакта боковой поверхности круга с заготовкой при шлифовании буртиков, что уменьшает тепловыделение и улучшает качество шлифуемой поверхности. Плоские круги с коническим профилем применяют в тех случаях, когда в зоне шлифования ограничено пространство. Их используют в основном для заточки таких многолезвийных инструментов, как фрезы, пилы и т. д.
Диски (Д) делаются тонкими 0,5…5 мм, диаметром 80…500 мм. Служат для разрезки, прорезаиия канавок и для шлифования глубоких пазов. Круги кольца (1К и 2К) применяют для плоского шлифования. К планшайбе шлифовального станка их крепят цементирующим веществом. Форма 2К предназначена для более надежного крепления. Круги ЧЦ и ЧК используют для заточки инструментов и для плоского шлифования. Кроме того, ЧЦ с толстыми стенками применяют для внутреннего шлифования цилиндрических поверхностей с буртиком или же для глухих отверстий. Они крепятся планшайбами.
Тарелки применяют для заточки режущих инструментов, т. е. тогда когда свободное пространство в зоне шлифования резко ограничено. Форма П – для заточки передней поверхности зубьев фрез; 2Т – для заточки червячных фрез; более узкие ЗТ – для шлифования долбяков и цилиндрических зубчатых колес; 4Т – круги тарелки, применяемые для заточки инструментов.
Рис.59 Формы абразивных кругов


Рис. 60. Основные разновидности шлифовальных головок
Специальные круги (С, И, Кс, М) имеют наименование в соответствии с родом работы или формой обрабатываемой детали. С– круги для шлифования калибровых скоб, И – для заточки иголок, Кс – для заточки ножей косилок, М - для разрезания минералов. Шлифовальные круги малых размеров называют головками. По ГОСТ 2447 - 76 они имеют семь разновидностей. На рис. 2 показаны основные разновидности шлифовальных головок. Их применяют для внутреннего шлифования, а также для обработки фасонных поверхностей и снятия заусенцев. Закрепляют головку на шпинделе станка с помощью резьбовой шпильки. На другом конце она имеет насечку, которая входит в глухое отверстие головки и фиксируется клеящим веществом.
Шлифовальные круги больших размеров делают сборной конструкции, состоящие из нескольких сегментов. Сегменты зажимают в гнездах патрона, который крепится на шпинделе станка. После закрепления сегменты образуют прерывистую плоскую кольцевую поверхность. По ГОСТ 2464 - 82 шлифовальные сегменты делают различной формы: плоские, выпукло-вогнутые, вогнутовыпуклые, выпукло-плоские, плосковыпуклые, трапециевидные специальной формы.
Достоинством абразивных инструментов является то, что они обеспечивают высокую точность обработки, низкую шероховатость поверхности, позволяют обрабатывать твердые материалы, а также металлы в закаленном состоянии. Однако они имеют и существенные недостатки. При шлифовании возникают растягивающие напряжения в поверхностном слое, что отрицательно сказывается на эксплуатационных свойствах контактных поверхностей деталей машин и приборов. Они создают прижоги и шаржирование обработанной поверхности абразивными отходами.
Абразивные зерна имеют разную, неопределенную и совсем нерациональную геометрию. На поверхности инструмента они не ориентированы и расположены неравномерно. Все это создает более высокие напряжения процесса резания при шлифовании и, как следствие, ведет к повышению силового воздействия и контактной температуры в зоне резания.
Алмазные круги по ГОСТ 16167 - 80 выпускают 16 типов. Из формы и обозначения те же, что и абразивных кругов, только впереди ставятся буквы А для природных алмазов и AC - для синтетических алмазов, указывающие на класс алмазных кругов, например, АПП, АЧК, АСПП, АСЧК и т. д.
Из алмазов изготовляют также и другие абразивные инструменты: алмазные головки, отрезные круги и пилы, бруски и надфили, ленты и эластичные диски. Их применяют для шлифования, хонингования, суперфиниширования, притирки, полирования твердых сплавов, сталей и чугунов, полупроводников, цветных металлов и сплавов, хрупких неметаллических материалов; а также для заточки и доводки твердосплавных инструментов.
Круги выпускаются на органических металлических и керамических связках с концентрацией алмазов 50, 100 и 150 %, которые заключены в алмазоносном слое толщиной 1-5 мм. Алмазоносный слой состоит из алмазных зерен или порошков, связки и наполнителя.
При заточке и доводке инструментов из твердых сплавов эффективность алмазных кругов во много раз выше по сравнению с кругами из зеленого карбида кремния. Они обеспечивают высокую производительность и точность обработки. Алмазные круги отличаются высокими режущими свойствами, резко снижают силы и температуру резания. Вследствие этого уменьшаются или исключаются прижоги и образование сетки микротрещин.
Круги из эльбора выпускают той же формы, что и алмазные круги. Кроме того, делаются суперфинишные бруски и полировальная шкурка. Типы кругов обозначаются так же, как и алмазных, но вместо буквы А для эльборовых кругов ставится буква Л .
Их изготовляют также на металлической, керамической и органической связках со 100 %-ной концентрацией в рабочем слое, который в основном имеет ту же толщину, что и алмазоносный слой в алмазных кругах. По заказу предприятий эльборовые круги выпускаются с другой концентрацией эльбора от 25 до 150 %. Из эльбора делаются также шлифпорошки и микропорошки указанной ранее зернистости.
Инструменты из эльбора дают наиболее высокую эффективность при чистовом и окончательном шлифовании деталей из высоколегированных закаленных сталей и заточке инструментов из быстрорежущих сталей. Объясняется это тем, что.эльбор химически инертен к железоуглеродистым соединениям, не вступает с ними в химическое взаимодействие и имеет более высокую теплоемкость, чем алмаз. Инструменты из эльбора имеют более высокие режущие свойства для указанных обрабатываемых материалов, чем алмазные инструменты.
Они характеризуются низким удельным расходом, в 2 - 4 раза меньше алмазных и в 50 раз меньше абразивных кругов; высокой стойкостью рабочего профиля, что обеспечивает высокую точность обработки; меньшим тепловыделением в зоне резания, что повышает качество обработанной поверхности; малым засаливанием, а в ряде случаев отсутствием его, вследствие чего требуется более редкая правка кругов.
Круги и шлифовальные головки выпускаются из кубанита. Форма, размеры, связки и концентрация кругов те же, что и эльборовых. При обозначении вместо буквы Л для эльборовых кругов ставится буква К для кубанитовых кругов. Режущие свойства кубанита такие же, как и эльбора. Применяются кубанитовые инструменты для тех же целей, что и эльборовые.
Абразивные инструменты характеризуются формой, размерами, родом абразивного материала, зернистостью абразивного материала, видом связки, твердостью, структурой и прочностью".
Абразивный инструмент (подгруппа 27) делится на следующие виды: шлифовальные круги общего и специального назначения, алмазные круги, шлифовальные и алмазные головки и шлифовальные и алмазные сегменты.
Шлифовальные круги. Основным абразивным инструментом для шлифования, заточки и доводки является шлифовальный круг, характеристиками которого являются: форма и геометрические размеры; абразивный материал и его зернистость; связка, твердость и структура.
Форму и размеры круга выбирают в зависимости от конструкции заточного станка и шлифуемого инструмента.
Форма и основные размеры шлифовальных кругов для заточки режущих инструментов даны в табл. 64.
Связка. Абразивные шлифовальные круги изготовляют на керамической, силикатной, бакелитовой и вулканитовой связках (табл. 65). Выбор круга по связке производится в зависимости от способа обработки, допускаемых окружных скоростей, механической прочности круга.
Для заточки режущих инструментов с охлаждением применяют круги на керамической связке, а для заточки фасонных режущих инструментов — круги на бакелитовой связке, так как они долгое время сохраняют заданный профиль.
Твердость. Сопротивление связки вырыванию зерен принято называть твердостью шлифовального круга. Получение различной твердости круга при одних и тех же номерах зерна и структуры достигается для каждой связки изменением ее количества. Для облегчения подбора твердости ГОСТ 3751—47 предусматривает шкалу степеней твердости (табл. 66).
Структура. Под структурой понимается строение абразивного инструмента, характеризуемое количественным соотношением объема абразивных зерен, связки и пор. Различают три группы структур: структуры № 1—5 — закрытые или плотные, № 6—10 — средние и № 11— 18 — открытые (табл. 67).
При заточке режущего инструмента применяют круги со средними или открытыми структурами, так как это облегчает удаление стружки из зоны резания и уменьшает возможность образования дефектов на затачиваемом инструменте. Круги со структурами № 1—5 изготовляют на бакелитовой и со структурами № 6—18 — на керамической связке.
Маркировка кругов. Чтобы правильно выбрать круг, необходимо знать его характеристику. Эта характеристика в виде условных обозначений наносится несмываемой краской на поверхность круга. На рис. 27 приведен абразивный круг с такой маркировкой, которая по существу представляет паспорт абразивного инструмента.
С целью единообразия все условные обозначения в паспорте располагают в следующем порядке:
а) одной или двумя буквами обозначается наименование абразивного материала, а цифрой — маркировка абразива. В нашем случае (рис. 27) ЭБ — электрокорунд белый, а цифра 8 указывает маркировку абразива;
б) следующие две (например, 40) или три цифры означают зернистость;
в) буквы с индексом 1, 2 или 3 (СМ2) означают твердость;
г) следующая буква (К) определяет материал связки;
д) последняя цифра (6) обозначает структуру.
Рис. 27. Маркировка шлифовального круга
Таблица 64
Формы, размеры и назначение шлифовальных кругов (по ГОСТу 2424—67)

Продолжение табл. 64

Продолжение табл. 64
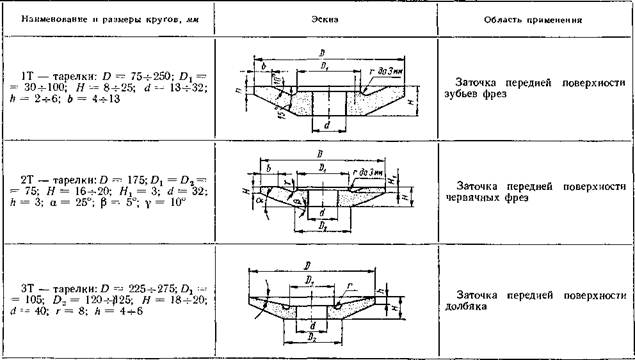
Таблица 65
Связки абразивных инструментов

Таблица 66
Твердость абразивного инструмента

Продолжение табл. 6 6

Примечание. Цифры 1, 2, 3 характеризуют твердость в порядке ее возрастания.
Таблица 67
Структура абразивных кругов

Кроме того, проставляется завод-изготовитель (ЧАЗ), форма (ПП) и основные размеры круга (450X63X127).
На кругах для скоростного шлифования (v к p = 50 м/сек) дополнительно наносят красную полосу или надпись «скоростной», а на кругах для внутреннего шлифования с окружной скоростью v Kp = 65 м/сек — две красные полосы. На высокопористных кругах наносят дополнительные обозначения для зернистости наполнителя.
Алмазные круги. Для шлифования, заточки и доводки режущих инструментов из металлокерамических сплавов и минералокерамики и быстрорежущих сталей применяют алмазные круги. Круг (рис. 28) состоит из корпуса 1 и алмазоносного слоя 2. Корпус изготовляют из дюралюминия или пластмассы. Алмазоносный слой состоит из алмазного порошка, связки и наполнителя.
Основными характеристиками алмазных кругов являются зернистость, связка и концентрация алмаза. Наиболее распространенные связки алмазных кругов — металлическая и бакелитовая (органическая).
Отечественная промышленность выпускает круги на металлических связках Ml, МИ, МК, М5 и др. Основной связкой является связка Ml (80% меди и 20% олова). Круги на этой связке выпускает большинство заводов.

Рис. 28. Алмазный круг типа АЧК:
1 - корпус; 2 — алмазоносный слой; 3 — место маркировки
К разновидностям данной связки относятся связки МИ (завода «Ильич») и МК (Томилинского завода). Круги на металлических связках применяют при образовании стружколомательных канавок и предварительной заточке твердосплавных инструментов.
На бакелитовых связках выпускают круги Б1, Б2, БЗ и Б4. В связке Б1 наполнителем является карбид бора (29,3%), а в связке Б2 — железо (56,5%). Круги на бакелитовых (органических) связках применяют на операциях чистового шлифования и доводки инструментов.
За последнее время промышленность начала изготовлять алмазные круги на керамических связках КБ К2 и КЗ. Они обладают высокими режущими свойствами и применяются преимущественно для обработки инструментов из быстрорежущей стали. Кроме того, эти круги можно применять для одновременной заточки твердосплавной пластины и стальной державки.
Количество алмазного порошка, содержащееся в 1 мм 3 алмазоносного слоя, называют концентрацией круга. За 100-процентную концентрацию алмазного круга принято содержание 0,878 мг алмаза в 1 мм 3 алмазоносного слоя; при 50-процентной концентрации алмазного порошка будет в 2 раза меньше и т. д.
Таблица 68
Формы, размеры и область применения шлифовальных алмазных кругов

Продолжение табл. 68

Продолжение табл. 68

Таблица 69
Специальные алмазные круги для заточки и доводки режущих инструментов
Продолжение табл. 69

Концентрация круга должна соответствовать связке и характеру выполняемой операции. Круги на металлических связках бывают только со 100-процентной концентрацией алмаза, а круги на бакелитовых — с различной концентрацией.
Наиболее универсальной для большинства операций заточки и доводки является 100-процентная концентрация для алмазных кругов на металлической и 50-процентная на органической связках.
Крупнозернистые (АС25—АС12) круги на металлической и на органической связках применяют со 100-процентной концентрацией. При заточке резцов малого сечения и при доводке фасонных инструментов рекомендуется 100-процентная концентрация.
Форма и типоразмеры алмазных кругов определяются ГОСТом 9770—61 и нормалями НИИалмаза: ОН 037—006—62, ОН 037—031—62 и др. В табл. 68 приведены формы и основные размеры алмазных кругов, предусмотренные проектом нового ГОСТа.
Технические требования к кругам на металлических связках определены нормалью ОН 037—018—62, к кругам на бакелитовых — нормалью ОН 037—031—62. Если предприятию требуются круги специальной формы, то они могут быть изготовлены заводами по специальному заказу (табл. 69).
Маркировка алмазного круга предусматривает указание основных данных, характеризующих круг. Например, маркировка круга.
АЧК125Х 10X ЗХ 32 — АС012 — Б1 — 50 — 24—1200 —1964 — ТЗАИ обозначает: АЧК — тип круга — алмазный, чашечный конический; 125 — наружный диаметр круга (мм); 10 — ширина алмазоносного слоя (мм); 3 — толщина алмазоносного слоя (мм); 32—диаметр посадочного отверстия (мм); АСО — вид алмаза — алмаз синтетический, обычной прочности; 12 — зернистость; Б1 — связка бакелитовая; 50 — концентрация в процентах, 24 — содержание алмаза в алмазоносном слое в каратах; 1200 — номер круга; 1964— год изготовления круга; ТЗАИ — завод-изготовитель — Томилинский завод алмазных инструментов.
Свойства инструментальных материалов Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными и физико-механическими свойствами. Материал режущей части инструмента обладает большой твердостью и высокими значениями допустимых напряжений на изгиб, растяжение, сжатие и кручение. Твердость режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки. Углеродистые инструментальные стали содержат 1.0…1,3 % С. для изготовления инструментов применяют качественные стали У10А, У11А, У13А. После термической обработки стали имеют красностойкость 200…240 оС. При этой температуре твердость стали резко уменьшается, и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0.2...0.3 м/с. Из этих сталей изготавливают метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров. Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом, вольфрамом, ванадием, кремнием и другими элементами. После термообработки легированные стали имеют красностойкость 220...260 оС. По сравнению с углеродистыми легированные стали имеют повышенную вязкость в закаленном состоянии и более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0.25…0.5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют, стали 9Х ВГ, ХВГ, ХГ, 6ХС, 9ХС. Быстрорежущие стали содержат 5,5….19 % W, 0.7...1.2 % С; 2...10 % Со и V. Для изготовления инструментов используют стали Р9,Р12, Р18, Р6М3, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Во всех быстрорежущих сталях массовая доля хрома - 4%, поэтому в обозначении марки букву Х не указывают. Режущий инструмент из быстрорежущей стали, после термической обработки имеет красностойкость 600…640 оС и обладает повышенной износостойкостью, поэтому может работать со скоростями резания до 2 м/с. Для экономии быстрорежущих сталей режущий инструмент изготавливают сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают или соединяют механически с присоединительной частью из конструкционных сталей 45, 50, 40Х. К твердым сплавам относятся инструментальные материалы, состоящие из высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединяемых металлической связкой. Эти материалы изготавливают методами порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют и спекают при 1400....1550 оС. При спекании кобальт растворяет часть карбидов и плавится. В результате получается плотный материал, структура которого на 80...85 % состоит из карбидных частиц, соединяемых связкой. Твердые сплавы применяют в виде пластинок определенной формы и размеров, которые делят на три группы: - вольфрамовые - ВК2, ВК3, ВК3М, ВК8 и др; - титановольфрамовые - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; - титанотанталовольфрамовые - ТТ7К12, Т10К8Б. Пластинки твердого сплава обладают высокими износостойкостью и красностойкостью (800....1250 оС), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическими способами. Наиболее широкое применение среди сверх твердых материалов (СТМ) получили материалы на основе кубического натрида бора (Эльбор, Гексанит - Р, Киборит и др.). Их выпускают в виде пластин различной геометрической формы, которыми оснащают режущие инструменты. СТМ применяют для тонкого, чистового точения и фрезерования закаленных сталей и чугунов. Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования. Оксидную "белую" керамику, состоящую из Al2О3 с легирующими добавками MgO, ZrO2 и др. применяют для чистовой и получистовой обработке незакаленных сталей и серых чугунов со скоростями резания до 15 м/с. Оксидно-карбидную "черную" керамику, состоящую из Al2О3, ТiC, ZrO2 и других карбидов тугоплавких металлов, применяют для обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей. Керамику на основе нитрида кремния применяют для получистовой обработки чугунов. Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла воспринимать ударную динамическую нагрузку. Инструментальные материалы должны обладать высокой красностойкостью (теплостойкостью), т.е. способностью сохранять твердость при нагреве. Красностойкость оценивают температурой, при которой происходит резкое снижение твердости материала. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и тем выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеивание размеров обработанных поверхностей. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов. Всем перечисленным требованиям в той или иной степени отвечают следующие материалы: инструментальные стали, твердые сплавы, синтетические сверхтвердые и керамические материалы, абразивные и алмазные материалы.






 Оладьи из кабачков в духовке Оладушки из кабачков в духовке
Оладьи из кабачков в духовке Оладушки из кабачков в духовке Ремонт в новой квартире во сне
Ремонт в новой квартире во сне Что было до Большого взрыва?
Что было до Большого взрыва? Пасьянс любит - не любит Любит не любит гадать на картах онлайн
Пасьянс любит - не любит Любит не любит гадать на картах онлайн